





















WORKNC đồng hành cùng bộ phận Toolmaking của hãng sản xuất xe hơi Audi
Chiến lược mới của WORKNC-Tăng tỉ lệ ăn dao giúp giảm 30% thời gian gia công trước tinh cho hãng chế tạo xe hơi nổi tiếng - Audi.
Vero Software đã phát triển chiến lược này - chiến lược tốc độ cao mới của WORKNC cùng với các chuyên gia cắt tại bộ phận chế tạo dụng cụ hãng Audi. Kết quả đạt được là: Audi giảm được 30% thời gian gia công khuôn dập trước tinh, Tuổi thọ dao được nâng lên gấp 3 lần.
"WORKNC rất dễ lập trình và xử lý, đặc biệt quan trọng khi gia công những chi tiết đơn lẻ. Nó giúp chúng tôi lập trình được cả những chi tiết cực kì phức tạp theo cách nhanh chóng và trực quan nhất.“
Markus Brunner, Giám đốc
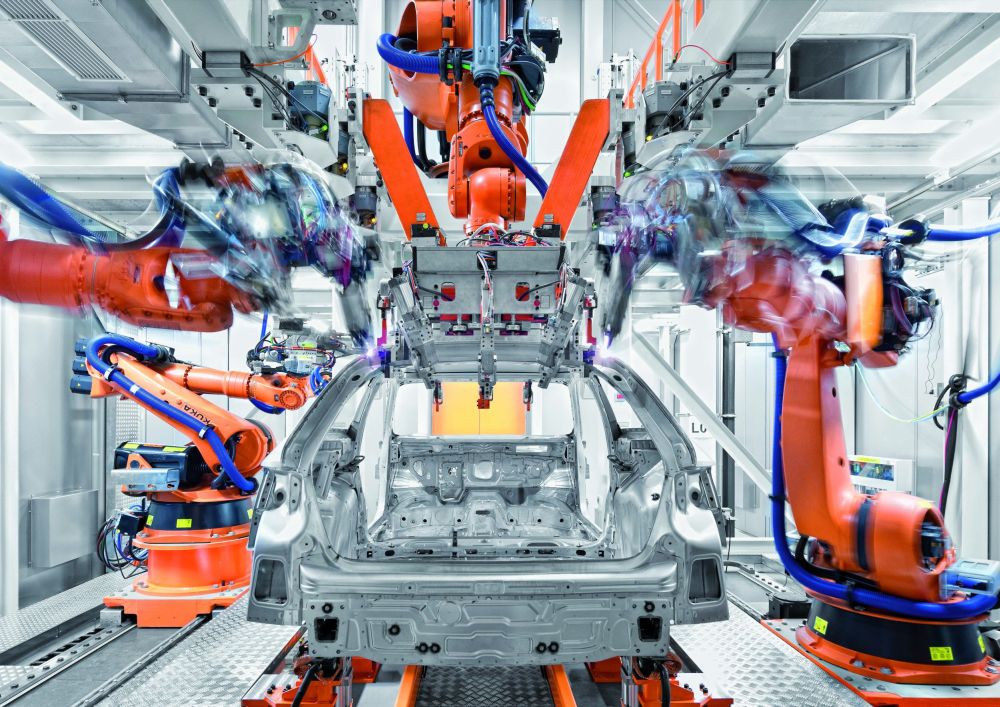
Audi Toolmaking là bộ phận chế tạo công cụ tại tập đoàn Audi AG (chính thức được xem như trung tâm đầu não về thiết bị nhà máy và công nghệ dựng hình hay là “KCU”), luôn đóng vai trò then chốt tại Audi AG. Audi. Bộ phận chuyên phụ trách khuôn dập các thành phần ô tô như: cửa xe, nắp động cơ, ốp bên, cùng các nhà máy xây dựng gầm xe. Với phương châm tập trung triển khai các nhà cung cấp dịch vụ bên ngoài bằng cạnh tranh quốc tế, đội ngũ nhân viên Audi chế tạo dụng cụ không ngừng nỗ lực tìm kiếm sự đổi mới sáng tạo để cải tiến triệt để quy trình và kết quả.
Markus Brunner là một ví dụ điển hình cho sự nỗ lực sáng tạo tại đây. Anh là thành viên của đội quản lý công nghệ máy móc tại KCU ở Ingolstadt. Một trong số công việc chính của Markus là tối ưu hóa sản xuất cắt công cụ bằng công nghệ CAD/CAM.
Markus chia sẻ “Những chi tiết đơn lẻ là một trong những thử thách chúng tôi đang đối mặt, đặt ra nhiều yêu cầu đặc biệt gia tăng”. “Tóm lại, sản phẩm thay đổi thường xuyên đòi hỏi sự linh hoạt cao trong gia công và lập trình CAM."
Markus Brunner chủ yếu quản lý vấn đề nâng cao chất lượng gia công và đầu tư thời gian cho các công nghệ gia công, lập trình CAM hiện đại nhằm giảm chi phí gia công. Đối tác của anh trong lĩnh vực phần mềm lập trình chính là Vero Software GmbH, sở hữu hệ thống CAM WORKNC mà Audi Toolmaking đã sử dụng nhiều năm qua. Anh cho biết, “Chúng tôi liên tục sử dụng WORKNC từ 3 trục , 3+2 trục cho đến phay đồng thời 5 trục công cụ dựng hình và gia công 2.5D”.
“WORKNC rất dễ lập trình và xử lý, đặc biệt quan trọng đối với lĩnh vực gia công chi tiết đơn lẻ. Nó giúp chúng tôi lập trình được cả những chi tiết cực kì phức tạp theo cách nhanh chóng và trực quan nhất. WORKNC cũng mang đến nhiều cách tiêu chuẩn hóa và tự động hóa các công việc gia công và lập trình, dù là sản xuất chi tiết đơn lẻ”. Markus cũng mô tả chiến lược gia công mà WORKNC mang lại và đánh giá nó thực sự linh hoạt và hiệu quả. Các chiến lược đó giúp chúng tôi lập trình mọi bộ phận dễ dàng và cải thiện chi phí rõ rệt.”
Về phía Vero, hãng liên tục cải tiến phần mềm WORKNC của mình để giúp hoạt động gia công phay càng ngày càng hiệu quả. Chiến lược mới: lượng ăn dao lớn ở phiên bản WORKNC hiện tại có được là nhờ đề xuất từ chính những nhà sản xuất thiết tại Audi và sự nỗ lực, hợp tác chặt chẽ của họ.
Về phía Vero, hãng liên tục cải tiến phần mềm WORKNC của mình để giúp hoạt động gia công phay càng ngày càng hiệu quả. Chiến lược mới: lượng ăn dao lớn ở phiên bản WORKNC hiện tại có được là nhờ đề xuất từ chính những toolmaker tại Audi và sự nỗ lực, hợp tác chặt chẽ của họ.
Vero luôn chú trọng vào việc cải thiện phần mềm WORKNC làm sao để công việc phay hiệu quả và năng suất hơn trong tương lai. Ví dụ,Khi gia công cao tốc chủ yếu chú trọng tạo các bề mặt chất lượng cao, Gia công với lượng ăn dao lớn lại rút ngắn thời gian gia công thô và gia công tinh. Để phục vụ mục đích này, nhiều nhà cung cấp đã phát triển các công cụ đặc biệt với hình khối có lượng ăn dao lớn, với các cạnh cắt có đường tiếp xúc phôi lớn hơn thông thường.
HSC – công nghệ gia công tốc độ cao chú trọng đến việc làm sao để tạo ra bề mặt có chất lượng cao, còn HFC công nghệ gia công ăn dao cao tập trung giảm thời gian gia công thô và trước gia công tinh. Nhiều nhà cung cấp đã và đang phát triển các loại dụng cụ với biên dạng hình học phù hợp với mục đích này, với biên dạng phần lưỡi cắt lớn hơn, đường tiếp xúc với phôi lớn hơn nhiều.
Điều này giúp giảm đáng kể lực cắt lên dao và trục chính từ đó tăng đáng kể tốc độ cắt trên mỗi me cắt và tăng tỉ lẹ cắt vật liệu lên nhiều lần hơn trước. Điều này có ý nghĩa cực kỳ quan trọng trong việc giảm thời gian gia công và chi phí sản xuất trong quá trình gia công thô và trước tính với công nghệ cắt chuyên sâu.
Trước khi Vero giới thiệu giải pháp WORKNC mới, người dùng đã gặp một số khó khăn khi sử dụng các công cụ này: Hệ thống CAM không thể tái lập đầy đủ các mô hình mới với lượng ăn dao lớn, dẫn đến lượng dư không xác định được trên bề mặt chi tiết, kết quả là độ tin cậy gia công thấp.
Chiến lược ăn dao lớn tạo ra những sai lệch trong hình học của các công cụ phay với những dụng cụ cắt phi tiêu chuẩn. Bởi vậy nhiệm vụ của WORKNC là ngăn không cho dung sai vô định đó xuất hiện trên phôi. Markus Brunner rất lạc quan về kết quả này : “Chiến lược mới này giúp chúng tôi dùng được dụng cụ phay với bất kì biên dạng nào, thậm chí với dụng cụ cắt khác với hình học thông thường như hình cầu hoặc hình ngọn. Điều này giúp chúng ta sử dụng những dụng cụ phay với thiết kế đặc biệt ứng dụng cho những trường hợp đặc biệt.”
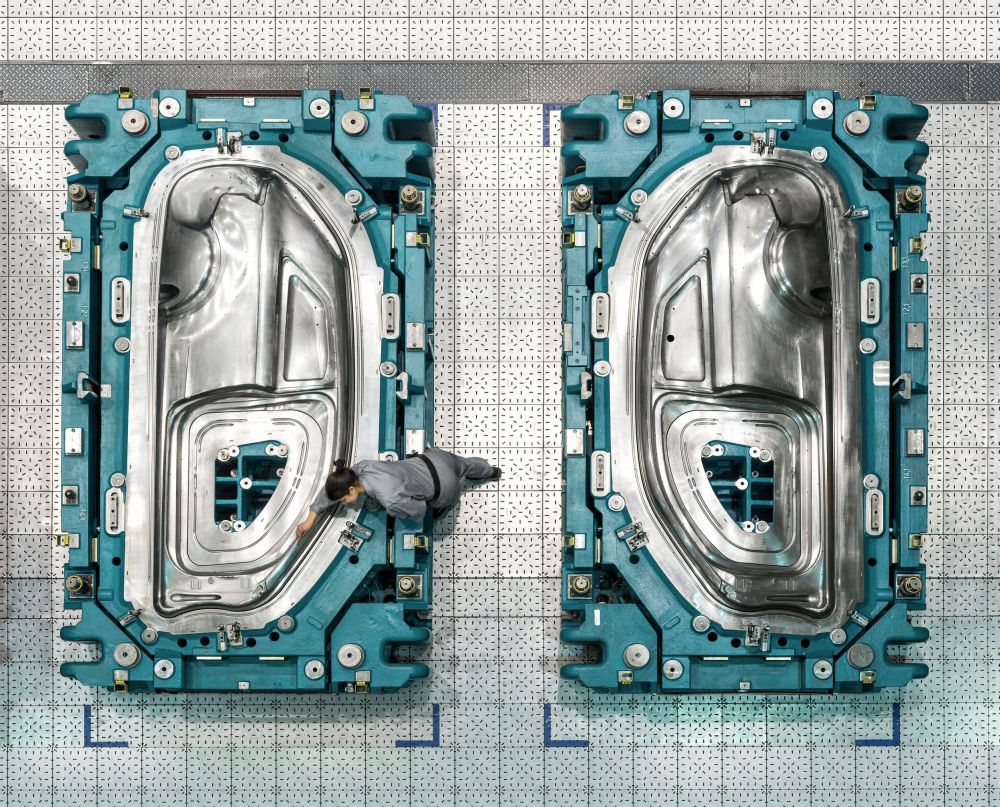
Sự lạc quan của họ không đến từ đâu cả. Sau tất cả, Brunner và những đồng nghiệp của ông đã nỗ lực rất nhiều đằng sau bước phát triển mới này. Họ cũng chuẩn bị máy đầu tư máy móc cho mục đích thử nghiệm. Ví dụ, họ cắt bề mặt lõm của một dụng cụ cho cánh cửa xe hơi. Trong khi công việc gia công trước tinh cho cánh cửa ngoài thường mất 3 tiếng 15 phút và lưỡi cắt gắn mảnh insert phải thay 3 lần, nếu sử dụng công nghệ ăn dao lớn của WORKNC, gia công chỉ mất 1 tiếng 42 phút mà không phải thay đổi bất kì mảnh dao nào. Công cụ được dùng là một máy phay ăn dao lớn 1DP1E của hãng Ingersoll Cutting Tools (Loại: WSP PEMT0502ZCTR-HR, WSP chất lượng IN2505; dài 65 mm).
“Nhờ chiến lược ăn dao lớn kết hợp với các công cụ , chúng tôi giảm được 30% thời gian gia công tinh” Markus chia sẻ. Lực dời thấp hơn lực ở máy cắt tròn, giúp kéo dài hơn tuổi thọ dao. Vì lực gia công phát sinh theo hướng Z-direction, độ rung giảm và dao chạy trơn tru hơn, tạo tác động tích cực lên quá trình cắt.
“Chiến lược mới của WORKNC có thể được dùng với bề mặt âm, điều mà tôi tin hiện tại chưa phần mềm CAM khác nào làm đc. Sắp tới, chúng tôi chắc chắn sẽ sử dụng nó với tất cả các linh kiện trong bước gia công trước tinh.”
Về phía Audi Team, chiến lược ăn dao lớn là một ví dụ về sự hợp tác hiệu quả giữa họ với công ty Vero và các chuyên gia phát triển phần mềm WORKNC. Tuy nhiên, chưa dừng ở đó, Markus còn nhấn mạnh về sự hài lòng của team ở nhiều khía cạnh khác, anh cho biết “Những tùy chọn của WORKNC cho việc chỉnh sửa những đường chạy dao đã được lập trình, ví dụ như offset và xóa được chạy dao rất quan trọng đối với chúng tôi. Ông cũng rất ấn tượng với thời gian tính toán rất nhanh của WORKNC, điều này có được là do công nghệ 64 bit và bộ đa xử lý nhiều luồng, nó rất quan trọng nhất là khi lập trình gia công những chi tiết lớn.”
“Tính linh hoạt của toàn bộ hệ thống phần mềm cũng được ca ngợi nhiều. Ví dụ, Bộ xuất chương trình của WORKNC không bị mã hóa và người dùng có thể điều chỉnh bất cứ lúc nào. Nó giúp chúng tôi thúc đẩy tự động hóa trong sản xuất các chi tiết đơn lẻ suốt những năm qua.”. Ngoài ra, Nó cũng cho phép điều chỉnh dữ liệu xuất CAM tương ứng với các công nghệ máy móc ngày càng phức tạp để khai thác triệt để tiềm năng của các công cụ máy.
Về công ty
Tên công ty: Audi
Lĩnh vực hoạt động: Sản xuất xe hơi
Web: www.audi.com
Về bộ phận Audi Toolmaking
Được xem là trung tâm năng lực của thiết bị nhà máy và công nghệ dựng hình
(KCU) tại Audi AG, Bộ phận Toolmaking chuyên trách các lĩnh vực về chế tạo
công cụ và cơ khí, cung cấp năng lực cho tất cả các bước của chuỗi gia công: từ
phát triển, hoạch định, thiết kế và mô phỏng công cụ và nhà máy để sản
xuất,đào tạo và vận hành nhà máy và công cụ. Các cơ sở ép dập tương ứng tạo
ra các thành phần tương ứng. KCU tại nhà máy ở khu Ingolstadt thuê khoảng
1000 lao động.
Bình luận
“WORKNC rất quan trọng đối với chúng tôi, đặc biệt là trong việc chỉnh sửa đường chạy dao đã được lập trình như: offset và xóa đường chạy dao.”
Markus Brunner, Giám Đốc