WORKNC - Giải pháp CAD/CAM tự động hóa hàng đầu chuyên gia công những chi tiết có phức tạp với độ chính xác cao chính thức ra mắt phiên bản mới nhất- WORKNC 2018R2, đây là một khởi đầu mới cho phép bạn tiếp tục nâng cao chất lượng sản phẩm.
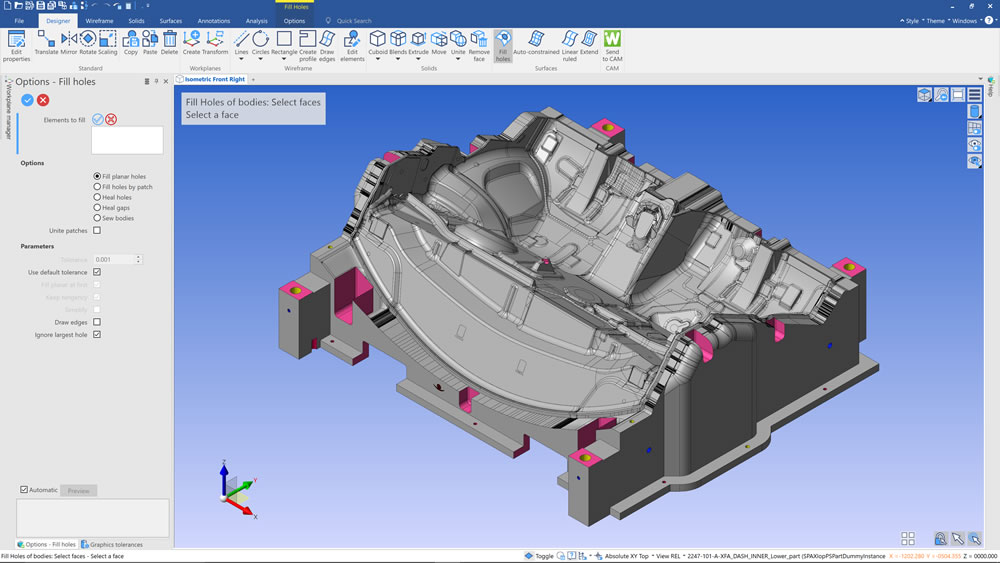
WORKNC | Designer | Giải pháp CAD cho CAM
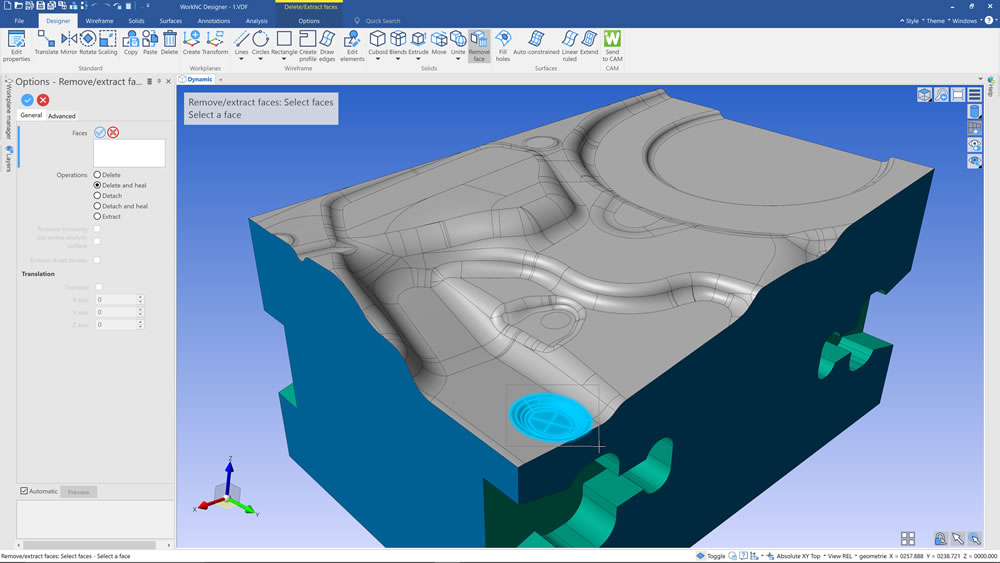
WORKNC | Designer là mô đun CAD dành riêng cho CAM, được ra mắt ở phiên bản - 2018 R2, và hướng tới người lập trình CAM.
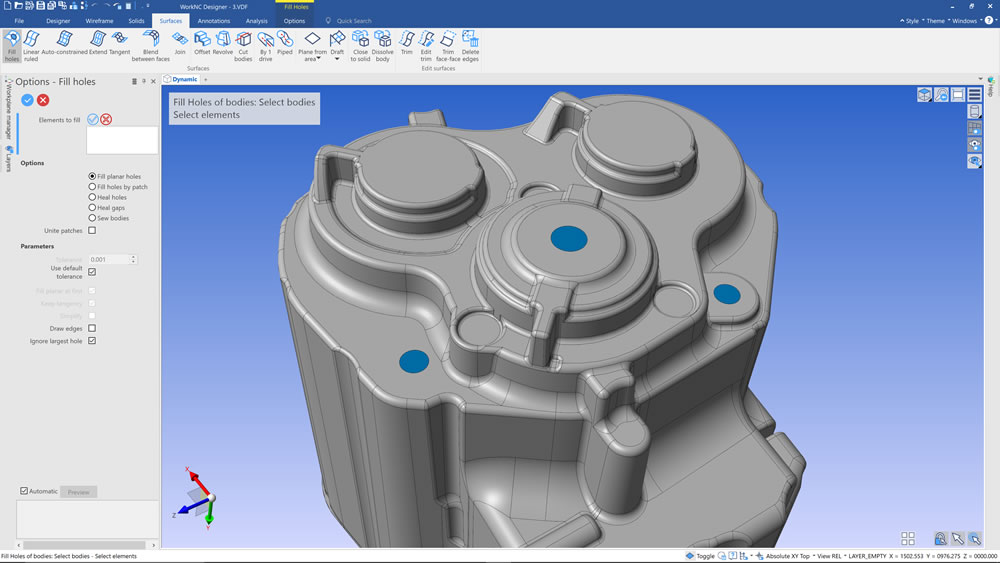
WORKNC | Designer được xây dựng dựa trên công nghệ Parasolid, có khả năng tạo hình trực tiếp và mô hình trung gian, từ đó cách mạng hóa phương pháp mà lập trình viên chuẩn bị chi tiết cho hoạt động sản xuất. Chức năng tạo hình trực tiếp cung cấp một môi trường thiết kế linh hoạt cho phép bạn có thể bạn có thể chỉnh sửa, tạo hình chi tiết nhanh chóng chỉ với một vài bước đơn giản như: phác họa, kéo, giữ, đẩy hoặc di chuyển mà không phải lệ thuộc vào một loạt các giá trị biến hay lịch sử thiết kế.
Ngoài ra, WORKNC | Designer còn được cập nhật chức năng vẽ 2D. Điều này giúp việc trao đổi thông tin với xưởng sản xuất được cải thiện hơn nhờ việc xuất bản vẽ 2D, mặt cắt và những hình chiếu chi tiết từ mô hình 3D, đồng thời cũng giúp ghi lại tất cả các chi tiết trong bản vẽ lắp ráp trên một khổ giấy.
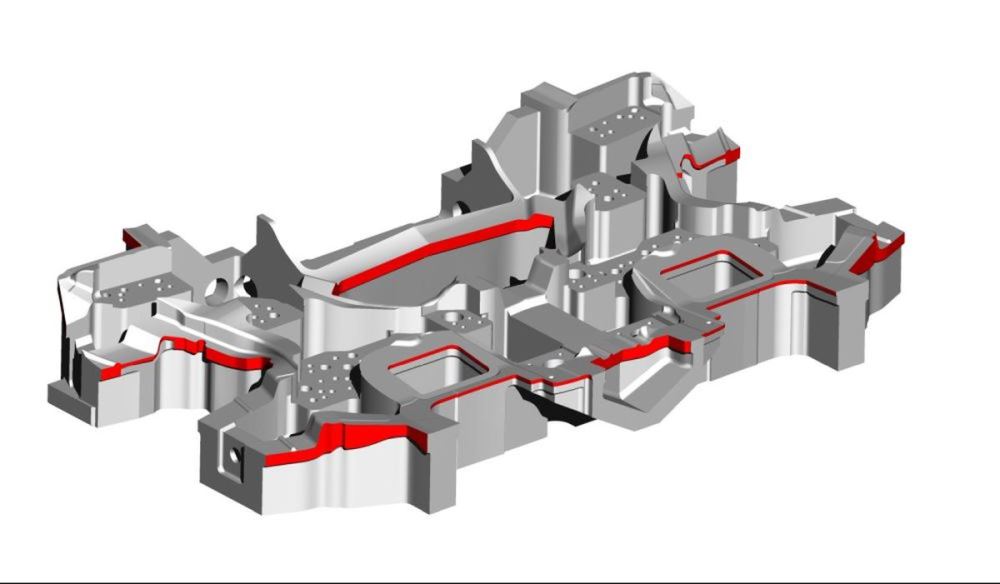
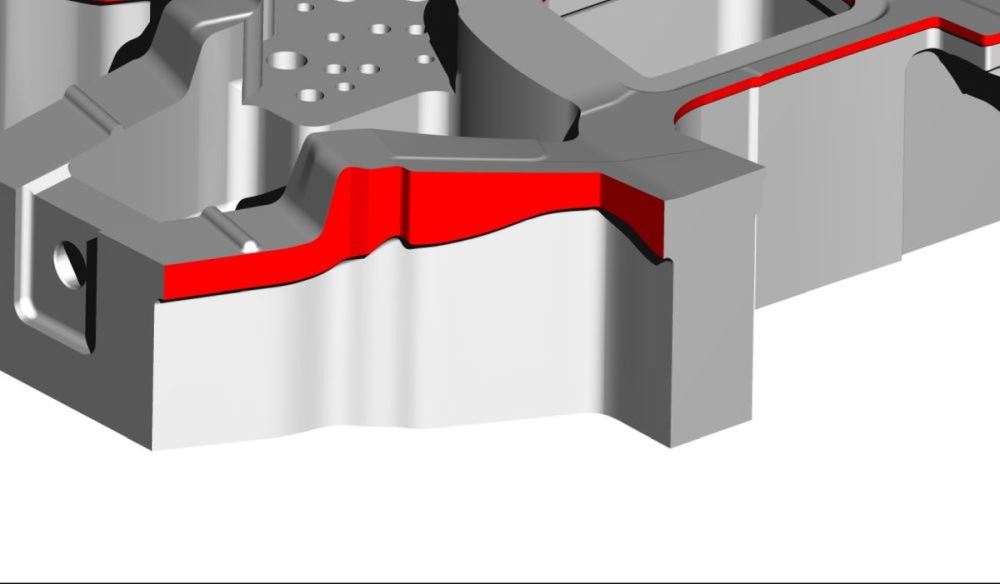
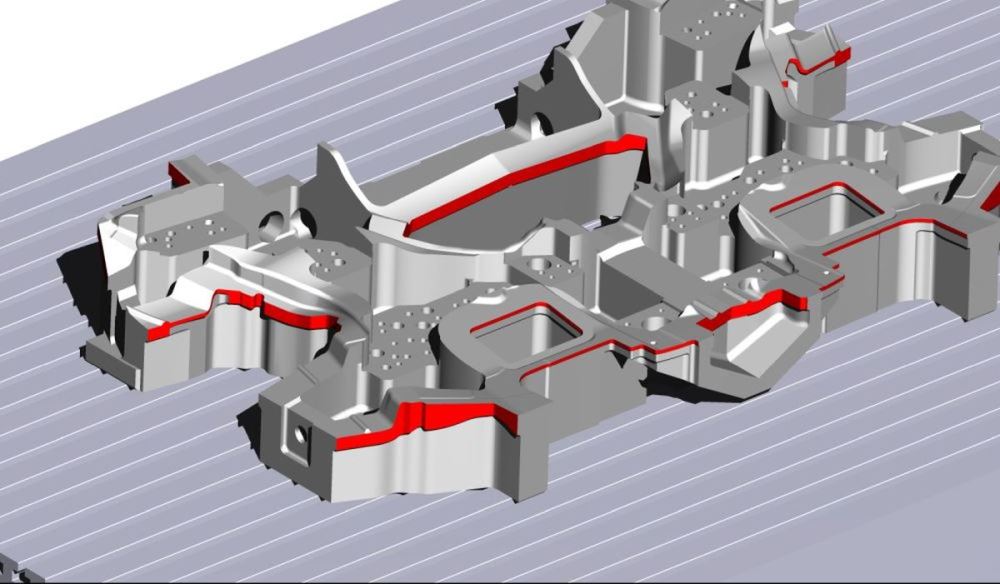
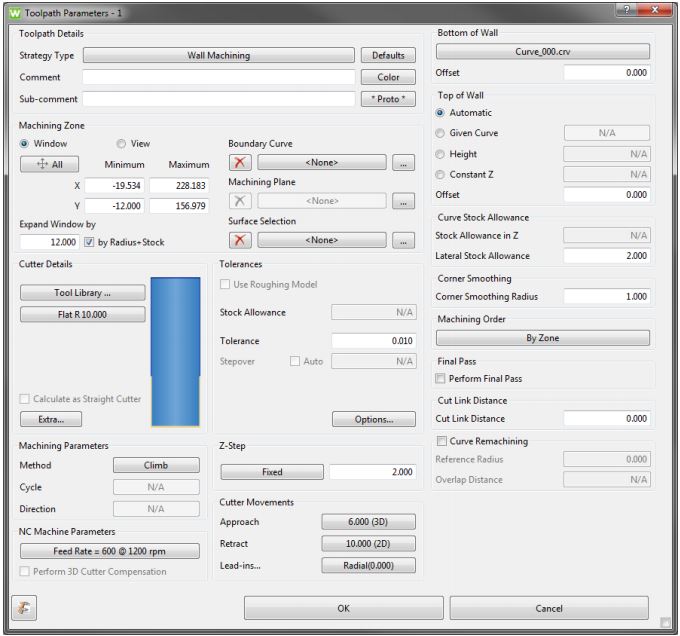
Wall Machining Strategy
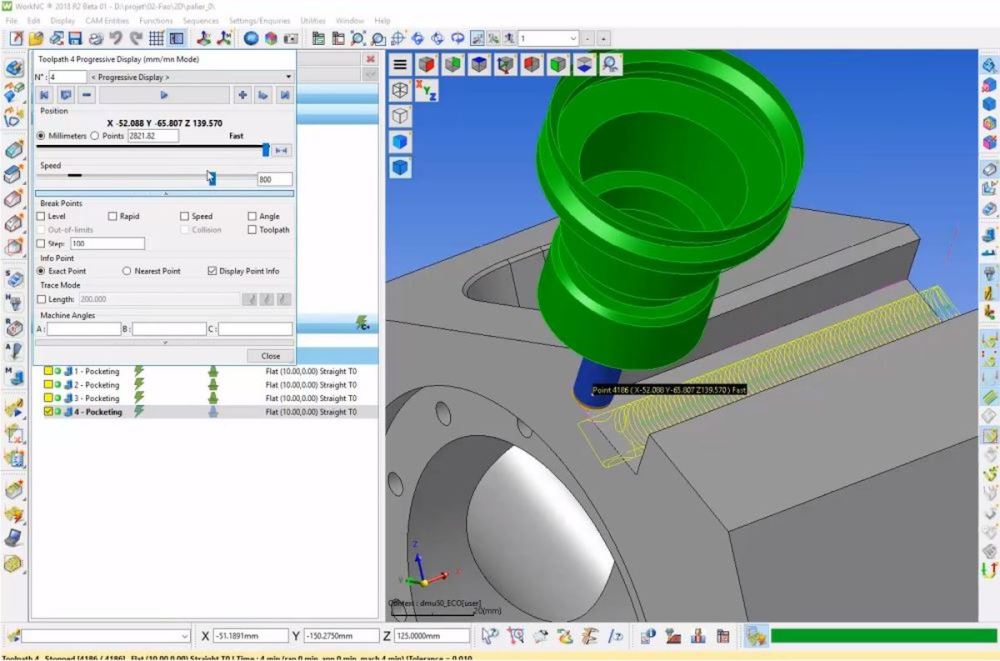
Chiến lược mới Wall Machining trong phiên bản 2018R2 giúp tạo một đường chạy dao dựa trên các đường curve 2’ trục và 2.5 trục, được dùng để gia công những thành thẳng đứng trong những bộ khuôn cỡ lớn. “Chiến lược này mang lại đường chạy dao cắt sạch hơn, an toàn hơn và khả năng tính toán nhanh hơn nhờ việc dùng các đường cong 2D tại giới hạn trên và dưới của các mặt đó,”.Đặc biệt, nếu bạn áp dụng tính năng Z-Step, bạn có thể tự động xác định định giá trị Z-Step hoặc giá trị offset dựa vào đường curve đáy và và đường chạy dao này sẽ không cần phải chỉnh sửa bộ xuất chương trình postprocessor.
Cải tiến với Work-zone và stock model
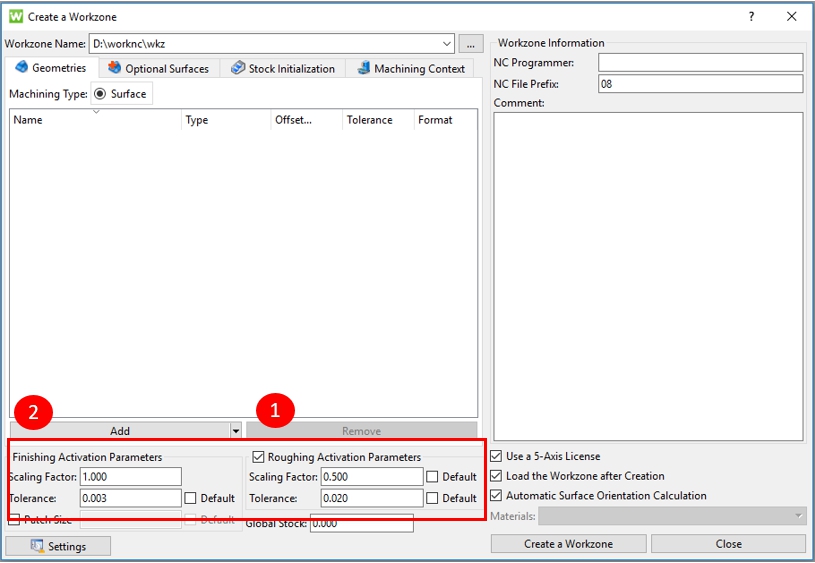
①Khi tạo chương trình gia công, ta có thể thiết lập các tham số riêng cho đường chạy dao gia công thô
Cải tiến mạnh mẽ nhất ở phiên bản 2018R2 là sự thay đổi ở cách thiết lập tham số cấu hình trong quá trình tạo chương trình gia công. Phương pháp này có thể rút ngắn thời gian tính toán đường chạy dao bằng việc thiết lập các thông số (tỉ lệ, dung sai) cho đường chạy dao gia công thô.
Cụ thể, ở phiên bản trước đây, nếu chỉ có 1 thông số (tỉ lệ/ dung sai) được áp dụng cho tất cả đường chạy dao trong 1 chương trình gia công, giờ đây, thời gian trính toán có thể giảm hơn một nửa, cách thiết lập này có thể áp dụng cho các đường chạy dao gia công thô hoặc bán thô tiêu chuẩn (global roughing / waveform roughing / flat surface roughing).
②Tùy chọn patch size
Về cơ bản, dữ liệu dạng lưới tam giác sẽ lớn hơn đối với một bề mặt có bán kính lớn hơn, nó có thể làm giảm độ nhám bề mặt suốt quá trình gia công tinh. Tuy nhiên, ở WORKNC 2018R2, tùy chọn thiết lập “Patch Size” đã được bổ sung vào gia công tinh để kích hoạt cài đặt tham số trong cửa sổ “Create a WorkZone”.
Bằng cách thiết lập tùy chọn này, bạn có thể tạo một đường chạy dao tốt hơn với dung sai hình học nhỏ hơn bằng cách xác định một pitch size cho đường chạy dao gia công tinh bằng 3mm hoặc nhỏ hơn giá trị mặc định. Điều này đặc biệt hữu ích cho việc gia công chính xác bề mặt cong đòi hỏi độ nhám bề mặt chất lượng cao.
Wave form roughing
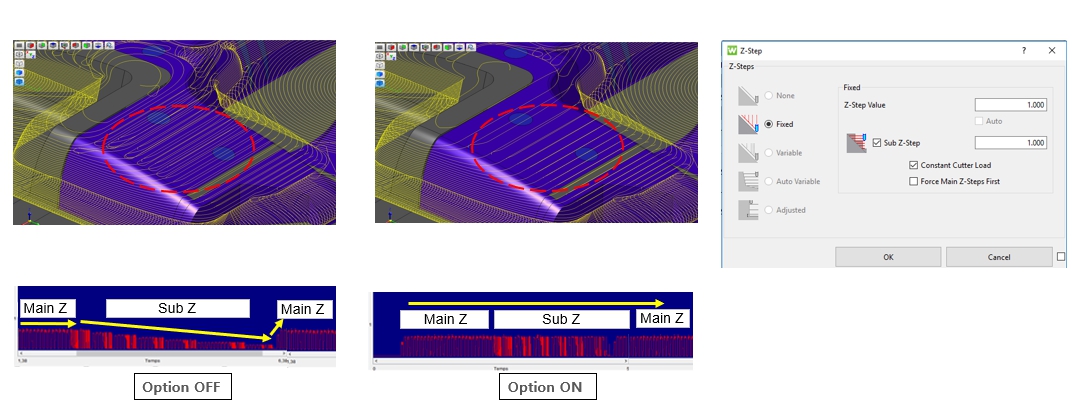
Các tùy chọn Various parameter đã được thêm vào chức năng gia công thô Waveform, cho phép cắt sâu (Z-step) tại một thời điểm để rút ngắn thời gian gia công và giữ tải dao không đổi, từ đó tránh hao mòn dao và kéo dài tuổi thọ dao.
①Tùy chọn duy trì tải dao không đổi:
Thiết lập số chiều sâu cắt (Z-Step). Nếu tùy chọn này được áp dụng trong cửa sổ tham số, Sub Z-Step dùng cho gia công vùng còn lại sau khi gia công với Z-Step chính. Bằng cách tự động điều chỉnh lượng vật liệu cắt theo mặt phẳng XY sẽ thay đổi theo hình dạng của phôi, có thể được giữ không đổi.
Chức năng này có thể rất hữu ích cho việc cắt các vật liệu dẻo (ví dụ nhôm) Thông số này chủ yếu được áp dụng ở những vùng mặt thoải ít dốc.
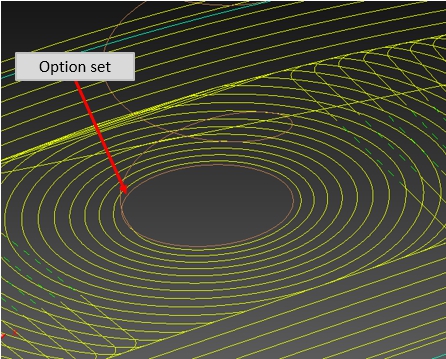
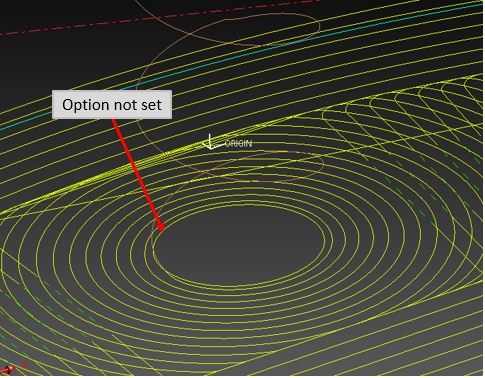
②Tùy chọn cài đặt tham số khoảng cách an toàn làm giảm sự mòn dụng cụ cắt qua đó tăng tuổi thọ của dao.
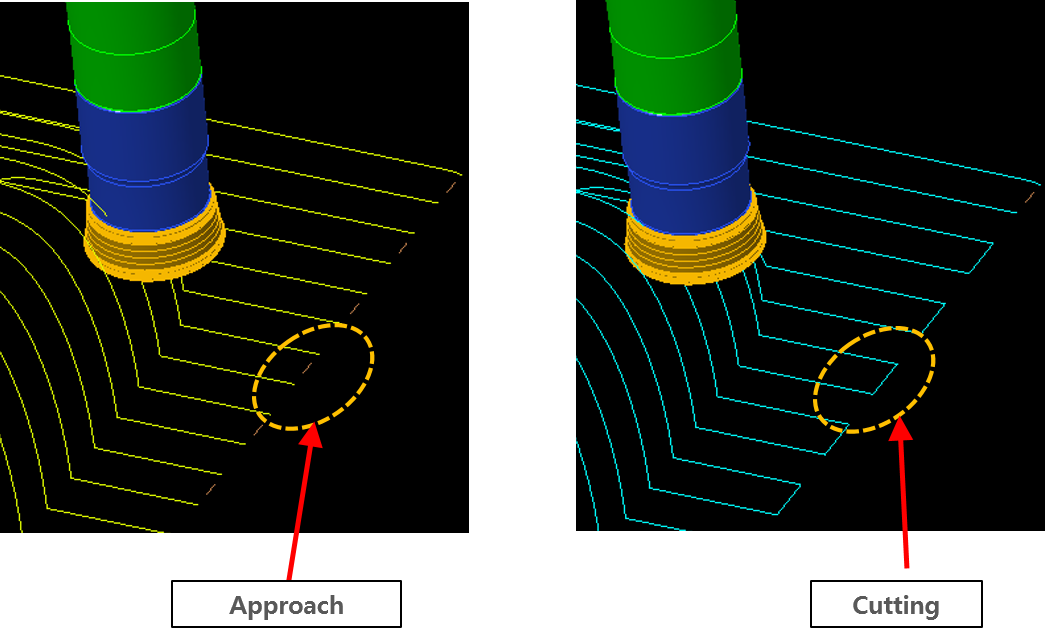
•Khi Thiết lập đường cắt đầu với tốc độ ăn dao ban đầu, để cắt những hốc kín thì lúc vào dao sẽ theo đường xoắn ốc với tốc độ vào dao (Approach rate). Khi đạt đến chiều sâu cắt thì sẽ thay đổi từ tốc độ vào dao sang tốc độ cắt (Feedrate) tại thời điểm này có thể xảy ra hiện tượng quá tải có thể dẫn đến gãy dao. Để tránh điều này, một chức năng mới được bổ sung vào cửa sổ tham số cài đặt khoảng cách an toàn, đó là tùy chọn cài đặt "entry point". Bằng cách lựa chọn option này, bạn có thể giữ cài đặt ở mức ăn dao ban đầu cho đường chạy dao đầu tiên tại lúc bắt đầu cắt để tránh thay đổi tốc độ đột ngột và do đó giữ mức tăng load vừa phải trên dao
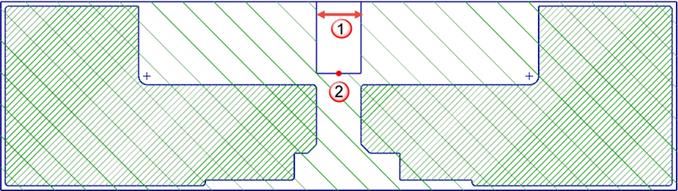
•Thiết lập đường kính lỗ đã khoan và điểm vào dao (Pre-Drill). Đây là một cải tiến rất hữu ích trong trường hợp cần gia công với chi tiết đã có lỗ khoan trước đó sau khi xuống dao để cắt.
Bằng cách thiết lập điểm vào dao cho lỗ cơ sở và thiết lập đường chạy dao Waveform để bắt đầu cắt rộng ra ngoài lỗ dựa trên điểm vào dao.
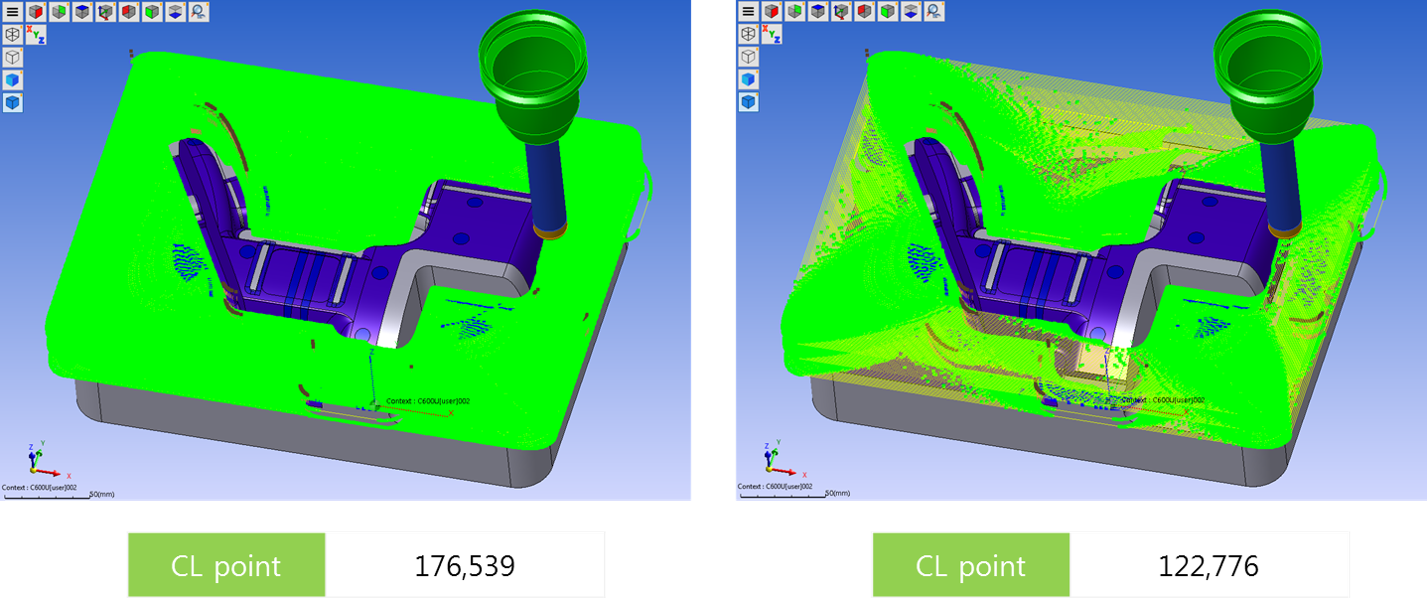
③CL data (dữ liệu vị trí dao: Cutter Location Data)
WORKNC 2018 R2's Waveform Roughing giảm số điểm và kích thước của file ISO để giảm toàn bộ lượng dữ liệu vị trí cắt.
Điều này mang lại hiệu quả cao về tốc độ tính toán và tốc độ xuất chương trình, và kiểm tra va chạm khi gia công bằng đường Waveform.
Thuật toán Z-step automatic variable
Các thuật toán liên quan đến chiến lược Z-step Auto Variable đã được chỉnh sửa và cải tiến, làm cho đường chạy dao mượt hơn trên toàn bộ chi tiết. Ngoài ra, với những cải tiến ở taro và phay ren ở phiên bản 2018 cho phép bạn chọn mặt trực tiếp, như bỏ qua hoặc thêm vào một mặt cụ thể trong phần giới hạn vùng gia công của đường chạy dao, người dùng có thể chọn mặt trong phần giới hạn vùng gia công của menu đường chạy dao cùng với khả năng quản lí tự động hoàn toàn hiện tại.
Cập nhật tính năng của đường chạy dao Paralell Finishing
Nhiều tính năng mới được bổ sung thêm ở đường chạy dao gia công tinh Paralell Finishing hiện tại, giúp tạo các đường chạy dao tối ưu dựa trên hình dạng thực tế của dụng cụ cắt đặc biệt với tốc độ cắt lớn. Đường Paralell Finishing là một tính năng mạnh mẽ về hiệu quả gia công bởi nó không chỉ giúp rút ngắn thời gian gia công mà còn cải thiện bề mặt tinh rõ rệt.
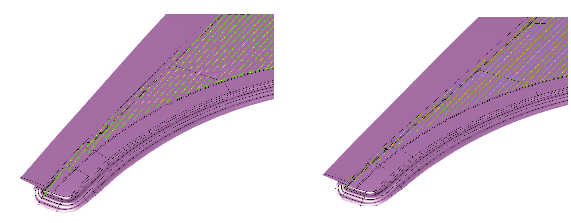
①Chức năng Maximum Segment Length:
Ở phiên bản 2018R2, bạn có thể chọn một giá trị khoảng cách lớn nhất (nhỏ nhất 1mm) giữa các điểm tại hộp thoại “Additional Parameters” ở mục options.
Chức năng này giúp cải thiện độ nhám bề mặt mà không phải tăng thời gian tính toán, nó đặc biệt hữu ích cho gia công tinh bề mặt có bán kính đường cong lớn và yêu cầu gia công chính xác.
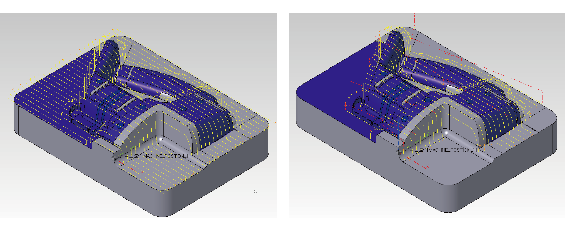
②Áp dụng tránh mặt phẳng
Một điểm bổ sung mới đáng chú ý ở phiên bản 2018R2 là có thể tạo một đường chạy dao Paralell Finishing mà bỏ qua các bên mặt phẳng.
Nếu bạn muốn áp dụng một đường chạy dao Paralell Finshing chỉ dành cho một phần mặt phức tạp mà không cho phần mặt phẳng, chức năng này có thể rút ngắn thời gian tính toán đường chạy dao và tạo ra một đường chạy dao Paralell Finishing hiệu quả hơn nhiều.
③ Chức năng chạy dao 2 chiều:
Ở WORKNC 2018R2, khoảng cách cắt phôi trên bề mặt được dùng để duy trì feedrate tương tự như feedrate tại thời điểm chuyển đổi bằng cách chọn option “Stay on Surface”, là một điểm mới bổ sung vào cửa sổ thiết lập tham số của WORKNC 2018 R2.
Nó giúp giảm thời gian gia công bằng việc tạo ra một đường chạy dao chạy zigzag hiệu quả
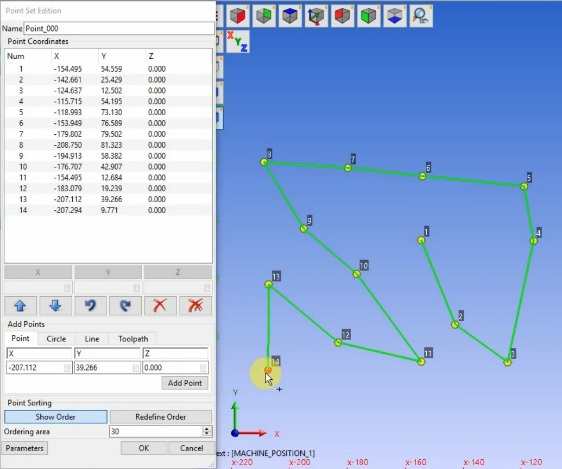
Sắp xếp lại thứ tự gia lỗ và thứ tự điểm
Thêm một tùy chọn nữa được bổ sung vào cửa sổ tham số đường chạy dao để sắp xếp trình tự gia công tự động hoặc thủ công suốt quá trình gia công lỗ.
Nếu bạn chọn option này, bạn có thể rút ngắn thời gian gia công bằng cách xác định trình tự gia công ngắn nhất. Bạn cũng có thể dễ dàng thay đổi và kiểm tra thứ tự sắp xếp của các điểm đã được chỉ định trong cửa sổ tham số tạo điểm.
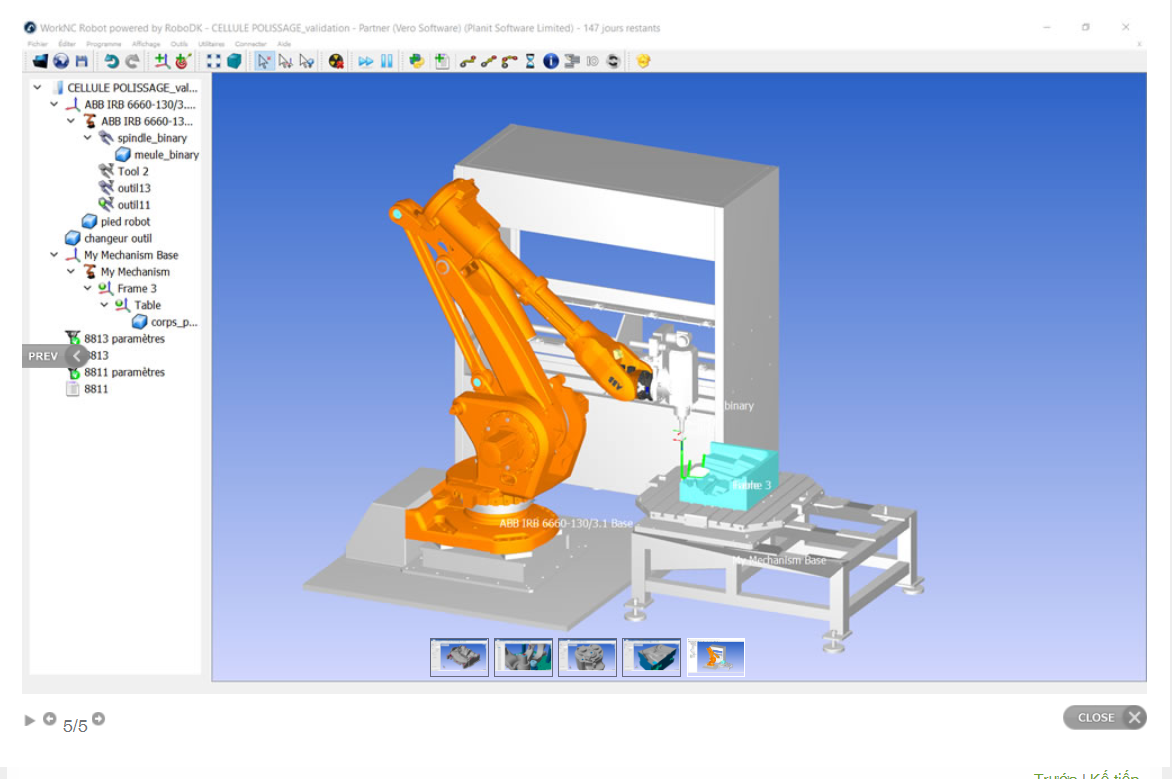
WORKNC Robot
Hiện nay, Robot trở nên phổ biến ở các nhà xưởng, do đó nhu cầu về việc lập trình cho Robot càng ngày càng cao. Với chức năng mô phỏng và sự đột phá về dụng cụ cắt ở bản WORKNC 2018R1, người dùng có thể tận dụng triệt để lợi ích khổng lồ mà robot mang lại cho quá trình sản xuất” Ví dụ, Chúng tự do tạo những đường chạy dao thoát khỏi những hạn chế của quá trình phay vì dao được lắp ở cuối cánh tay robot, đồng thời cũng có thể thay thế bằng một dụng cụ mài, đầu laser, đầu hàn hoặc bất cứ dụng cụ kỹ thuật nào mà chúng ta có thể nghĩ ra.
“Robot cho phép cố định dao, và chi tiết sẽ xoay quanh nó, thay vì phương pháp truyền thống: cố định chi tiết, và dao chạy xung quanh. Tất nhiên Robot chỉ hoạt động tốt khi nó được lập trình bởi phần mềm, và sự phát triển vượt bậc này ở phiên bản WORKNC 2018 R1 đảm bảo nhà sản xuất có thể trở thành tiên phong trong công nghệ Robot.











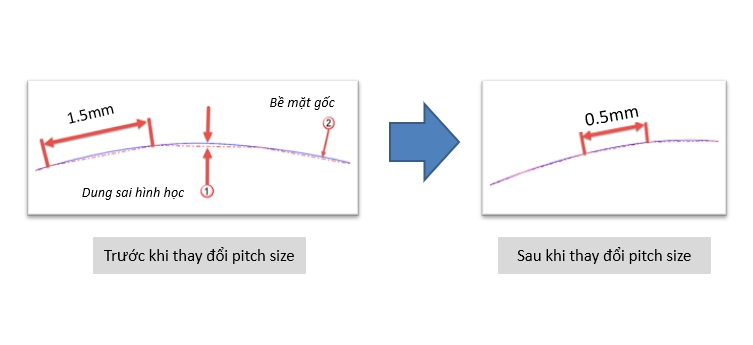
 Bằng cách thiết lập tùy chọn này, bạn có thể tạo một đường chạy dao tốt hơn với dung sai hình học nhỏ hơn bằng cách xác định một pitch size cho đường chạy dao gia công tinh bằng 3mm hoặc nhỏ hơn giá trị mặc định. Điều này đặc biệt hữu ích cho việc gia công chính xác bề mặt cong đòi hỏi độ nhám bề mặt chất lượng cao.
Bằng cách thiết lập tùy chọn này, bạn có thể tạo một đường chạy dao tốt hơn với dung sai hình học nhỏ hơn bằng cách xác định một pitch size cho đường chạy dao gia công tinh bằng 3mm hoặc nhỏ hơn giá trị mặc định. Điều này đặc biệt hữu ích cho việc gia công chính xác bề mặt cong đòi hỏi độ nhám bề mặt chất lượng cao.